Epilog Zing Laser
- Allgemeines vorab
- Technische Grundlagen
- Bedienung
- Arbeitsschritte am PC - Grafik
- Arbeitsschritte am PC - Laser-Einstellungen
- Arbeitsschritte am Laser
- Handbuch
- Standard-Settings
Allgemeines vorab
Lasern = Material verbrennen
Das bedeutet, dass strenge Sicherheits-Regeln eingehalten werden müssen
Brandgefahr
Beim Betrieb des Lasers sorgt in der Regel ein Gebläse dafür, dass die bei der Verbrennung entstehende Flamme vom Luftstrom „ausgeblasen“ wird. Bei geringer Materialdicke und/oder geringem Randabstand kann bei einige Materialien (Papier, Karton, Holz, Acryl …) trotzdem eine offene Flamme weiterbrennen.
!!! In diesem Fall sofort den Deckel öffnen und die Flamme löschen !!!
Meistens reicht der eigene Atem dazu aus. Für ernstere Fälle steht ein Feuerlöscher zur Verfügung.
!!! Nicht mit Wasser löschen !!!
Sicherheits-Schaltung
Sie sorgt dafür, dass beim Öffnen der Deckels oder der Klappe an der Vorderseite der Laserstrahl abgeschaltet wird. Das Programm wird nicht unterbrochen. Für die Programm-Steuerung sind Buttons am Bedienfeld vorhanden.
Verbotene Materialien
Beim Lasern von PVC entstehen ätzende und giftige Dämpfe, die sowohl die Gesundheit als auch den Laser schädigen.
!!! Deshalb ist das Lasern von PVC ausnahmslos verboten !!!
Viele Kunststoffe - z.B. aus dem Baumarkt - sind aus PVC oder sind ähnlich gefährlich. Wenn Ihr das Material nicht kennt, fragt bitte beim LabLead nach.
Belüftung
Der Laser ist an ein externes Gebläse angeschlossen, die Abluft wird nach draußen geführt.
!!! Der Laser darf nur mit eingeschaltetem Gebläse betrieben werden !!!
Bei der Bearbeitung einiger Materialien (MDF, Acryl) tritt eine Geruchsbelästigung auf. Deshalb sollte der Raum immer wieder über das Fenster gelüftet werden.
!!! Die LabLeads bemühen sich, den Filter regelmäßig auszutauschen !!!
Aufräumen
Es würde viel helfen, wenn Ihr den einen oder anderen Müllbehälter im Mülllager auf dem Hof gelegentlich ausleeren würdet. Oder auch mit dem im Lab vorhandenen Staubauger den Boden saugt.
Das dauert nur wenige Minuten und stimmt den nächsten Benutzer frendlich
Technische Grundlagen
Arbeitsfläche:
Die nutzbare Arbeitsfläche des Lasers beträgt 609 x 305 mm. Die als Test- und Übungsmaterial bereitgestellten MDF-Platten haben bereits dieses Maß.
Zwei Betriebs-Modi:
Der Laser stellt grundsätzlich zwei unterschiedliche Bearbeitungs-Möglichkeiten zur Verfügung
- Schneiden
- Gravieren
Es kann in jeweils einem der beiden Modi gearbeitet werden.
Im kombinierten Modus wird immer zuerst graviert und anschließend geschnitten
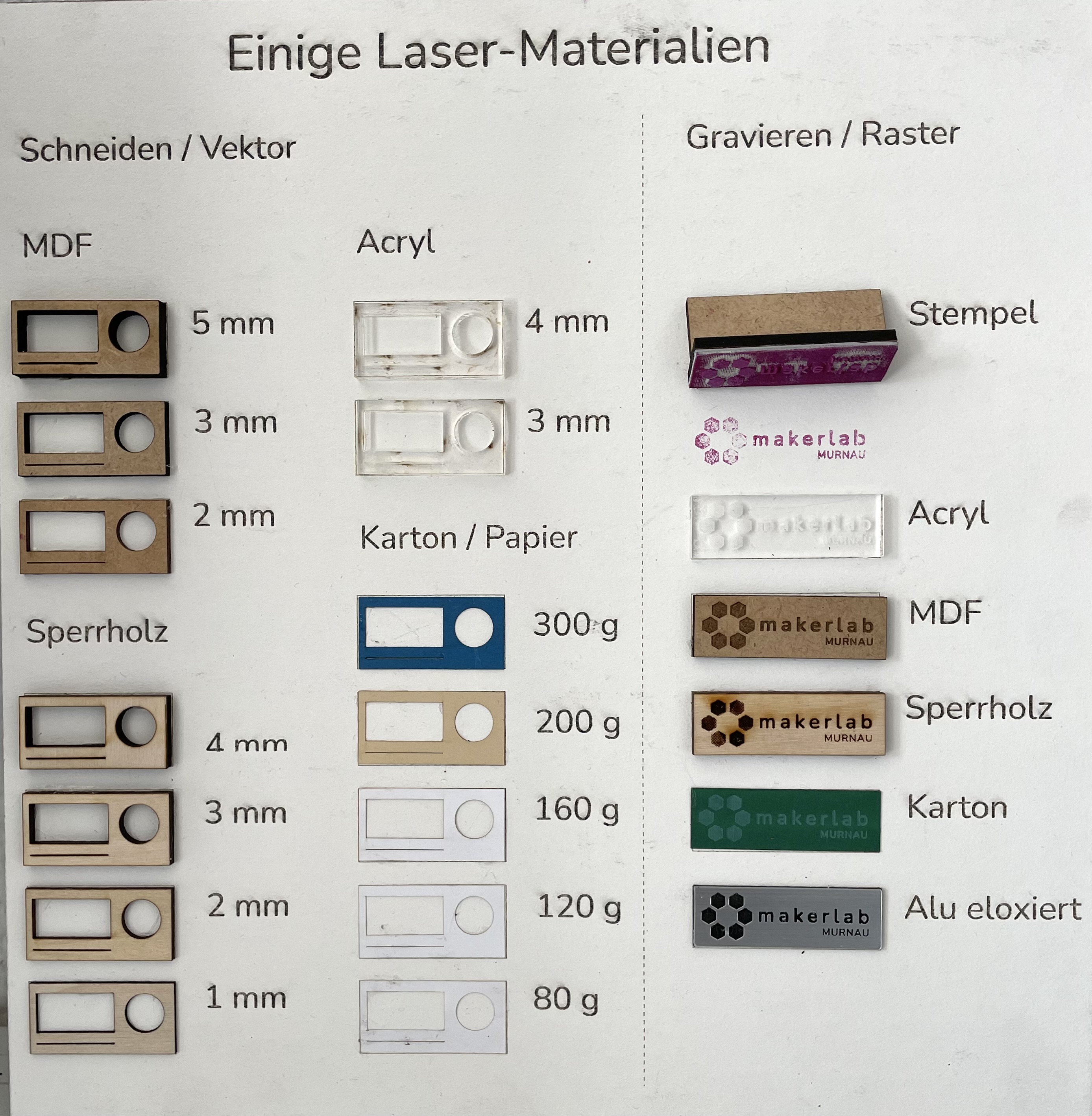
Materialien
Mit dem Laser kann ein Vielzahl von Materialien bearbeitet werden:
- MDF
- Sperrholz
- Acryl
- Karton
- Papier
- Stempel
- ...
Ausgangspunkt: 2D-Grafiken
Die Steuerdaten für die Bewegung des Laserkopfes werden zum einen auf der Bais von 2-dimensionalen Grafiken erstellt.
Dabei gibt es grundsätzlich 2 Arten von Grafiken:\
-
Vektor-Grafiken sind definiert durch Kontur (Pfad) und Füllung
z.B. Kreis, Rechteck, Spline-Kurven, Buchstaben in Schriften …
Sie werden primär geschnitten, können aber auch graviert werden

-
Bitmap-Grafiken bestehen aus einzelnen Pixeln
Sie können nur graviert werden


Drei Schnitt-Parameter:
Neben der Bewegung des Laserkopfes ist festzulegen, wie der Laserstrahl arbeiten soll:
- Power/Stärke definiert die Energie-Intensität des Laser Strahls
- Speed/Geschwindigkeit definiert, wie schnell der Laserstrahl bewegt wird
- Frequency/Frequenz Anzahl der Laser Impulse pro Zoll (2,54 cm)
Workflow grob:
Bei der Arbeit mit dem Lasercutter sind folgende Arbeitsschritte nötig:
- Erstellen der Grafiken mit COREL DRAW
- Schnitt-Parameter im Treiber des Epilog-Lasers einstellen
- Steuerdaten an den Epilog-Laser übertragen
- LaserCutter einrichten: Nullpunkt, Focus
- Lasercutter starten
- Aufräumen
Grundsatz:
- Haarlinen werden geschnitten
- Alles andere graviert
Bedienung
Arbeitsschritte am PC - Grafik
Anlegen einer Datei in CORELDRAW
Nach dem Starten von Corel Draw kann über Datei -> Neu eine .cdr-Datei erstellt werden.
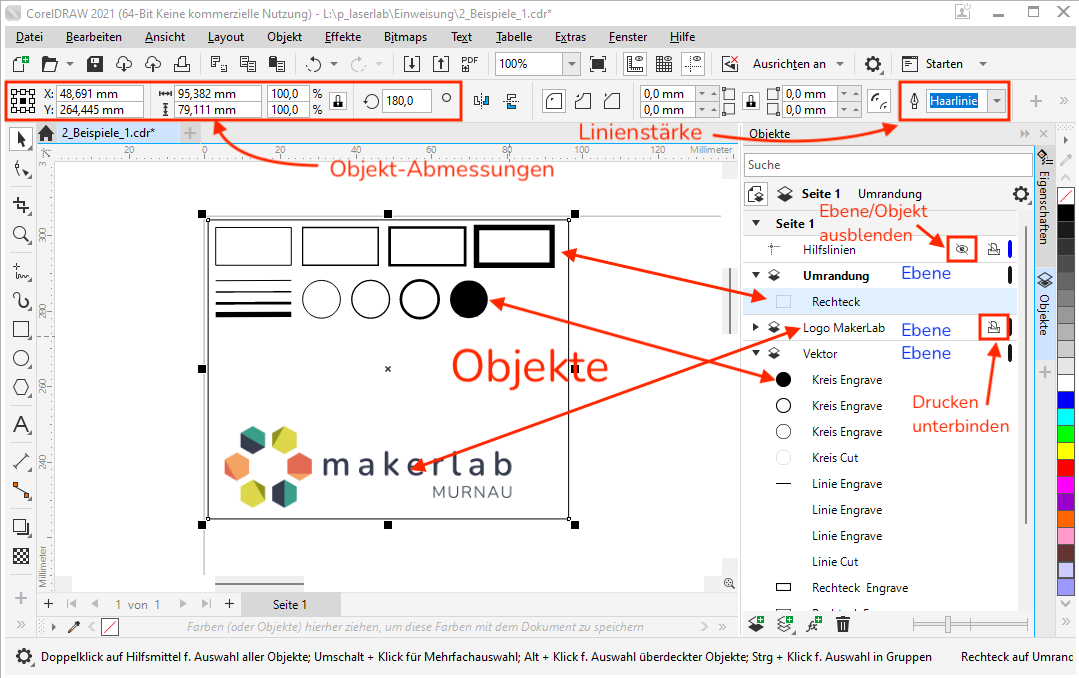
Das Anwendungsfenster von Corel Draw
 In der .cdr-Datei können einfache grafische Objekte wie z.B. Linien, Rechtecke, Ellipsen, Vielecke. Text …) erstellt und bearbeitet werden.
In der .cdr-Datei können einfache grafische Objekte wie z.B. Linien, Rechtecke, Ellipsen, Vielecke. Text …) erstellt und bearbeitet werden.
Über Datei -> Importieren können auch mit anderen Programmen erzeugte Grafiken wie z.B. .pdf, .svg, .dxf, .png, .jpeg eingefügt werden.
Die einzelnen Objekte können auf verschiedenen Ebenen angeordnet und gruppiert werden.
Bei komplexen Bauteilen können da schnell Dutzende von Objekten zusammenkommen.
Eine systematische Benennung von Objekten und Ebenen hilft, dabei die Übersicht zu behalten.
Die umfangreichen Bearbeitungs-Möglichkeiten in Corel Draw werden hier nicht dargestellt, mit einer Ausnahme:
Linien-Stärke
Für alle Objekte, die vom Laser geschnitten werden sollen, muss Haarlinie eingestellt werden. Alle anderen Linien werden vom Laser graviert.
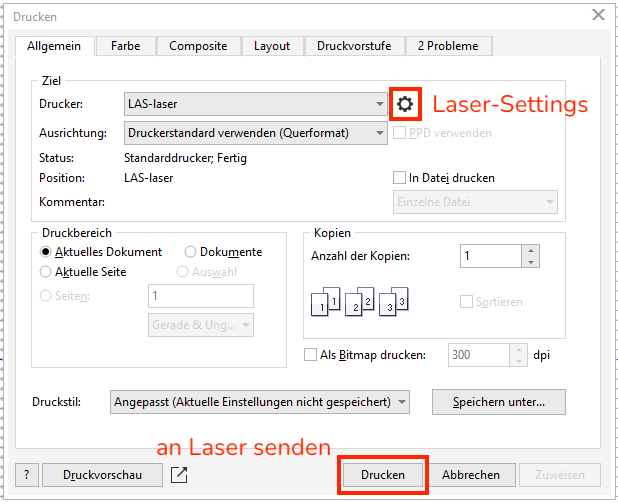
Befehl Drucken
Mit dem Befehl Datei -> Drucken werden die grafischen Daten aus der .cdr-Datei an den Druckertreiber übergeben.
Arbeitsschritte am PC - Laser-Einstellungen
Einstellen der Laser-Settings
Über das Zahnrad-Symbol im Drucken-Dialog gelangt Ihr zu den Laser-Settings.
Es stehen etwa 20 Laser-Settings zur Verfügung. diese gehören zu den Standard-Materialien (MDF, Sperrholz, Acryl, Karton/Papier …).
Die Einstell-Möglichkeiten befinden sich auf 3 Registerkarten:
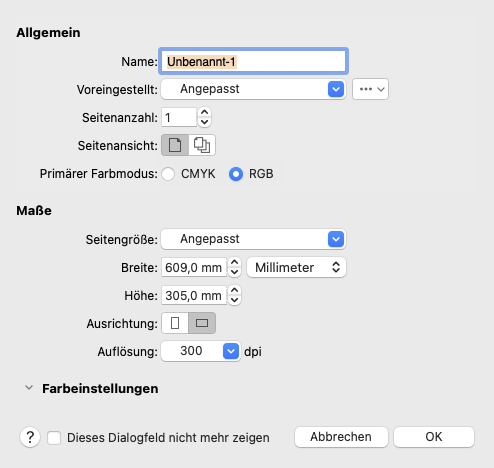
Registerkarte Allgemein
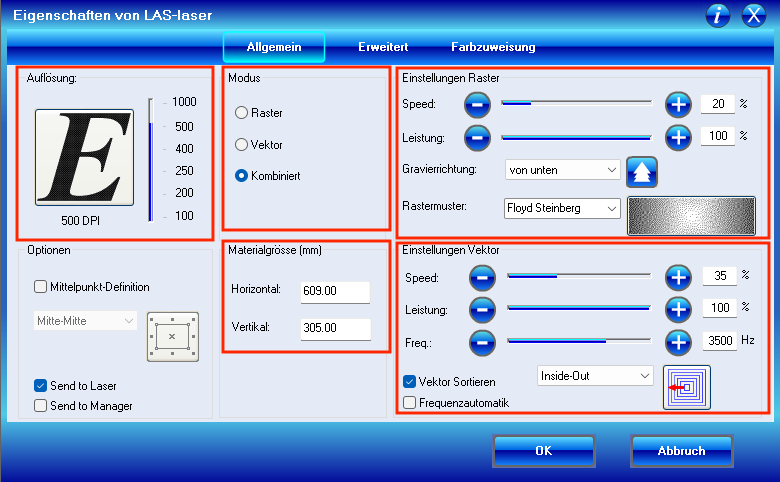
- In Auflösung wird eingestellt, wie detailliert die Gravur von Pixel-Grafiken erfolgen soll
- In Modus wird eingestellt, ob graviert (Raster) und/oder geschnitten (Vektor) werden soll
- In Materialgröße muss die Arbeitsfläche des Lasers (609 x 305 mm) eingestellt sein
- In Einstellungen Raster werden Speed und Leistung des Laserstrahls beim Gravieren eingestellt
- In Einstellungen Vektor werden Speed und Leistung des Laserstrahls beim Schneiden eingestellt
Registerkarte Erweitert
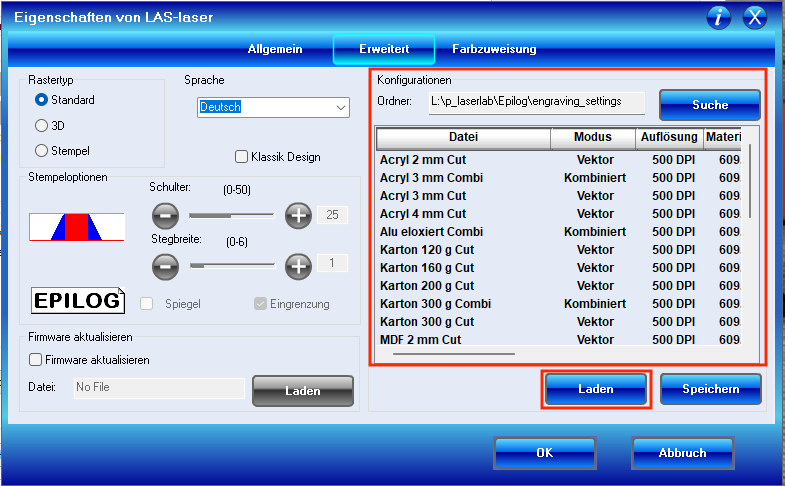
In Konfigurationen können die Standard-Settings für verschiedene Materialien über den Button Laden abgerufen werden. In der Registerkarte Allgemein können sie dann angepasst werden.
!!! Wichtig: Die Settings sind jeweils an die gerade geöffnete Datei gekoppelt !!!
Wenn Ihr modifizierte Settings speichern wollt, solltet Ihr das im Windows-Ordner Dokumente tun. Ein Anleitung dafür findet Ihr im MakerLab Wiki: Eigene Laser-Einstellungen nutzen
Registerkarte Farbzuweisung
Die ist etwas für Fortgeschrittene und wird hier übergangen.
Settings anwenden
Steuer-Daten erzeugen
Mit dem Button Drucken wird aus der .cdr-Datei mit den gewählten Settings die .gcode-Datei mit den Maschinen-Befehlen für den Laser erstellt und über das Netzwerk an den Laser übertragen.
Solange die Datenübertragung läuft, leuchtet am Bedienfeld des Lasers die Anzeige Data.
Wenn die Übertragung abgeschlossen ist, erlischt diese Anzeige.

Arbeitsschritte am Laser
Nach dem Einschalten führt der Laser eine kurze System-Prüfung durch. Danach fährt der Laser-Kopf in seine Start-Position.
Einlegen des Materials
Zuerst ist das Material auf das Arbeits-Gitter zu legen.
Über die Anschlag-Leisten links, hinten und rechts kann das Material ausgerichtet werden. Falls sich das Material verzogen hat, kann es mit Steinen oder Stahl-Profilen beschwert werden.
!!! Wichtig: Das Material muss möglichst plan liegen, damit der Fokus des Laser-Strahls die Oberfläche des Materials möglichst exakt trifft !!!
Festlegen des Nullpunkts
Ausgangspunkt der Bewegung des Laser-Kopfes ist die linke, obere Ecke der .cdr-Datei. Die Position dieser Ecke auf der Arbeitsfläche wird mit dem Nullpunkt festgelegt.
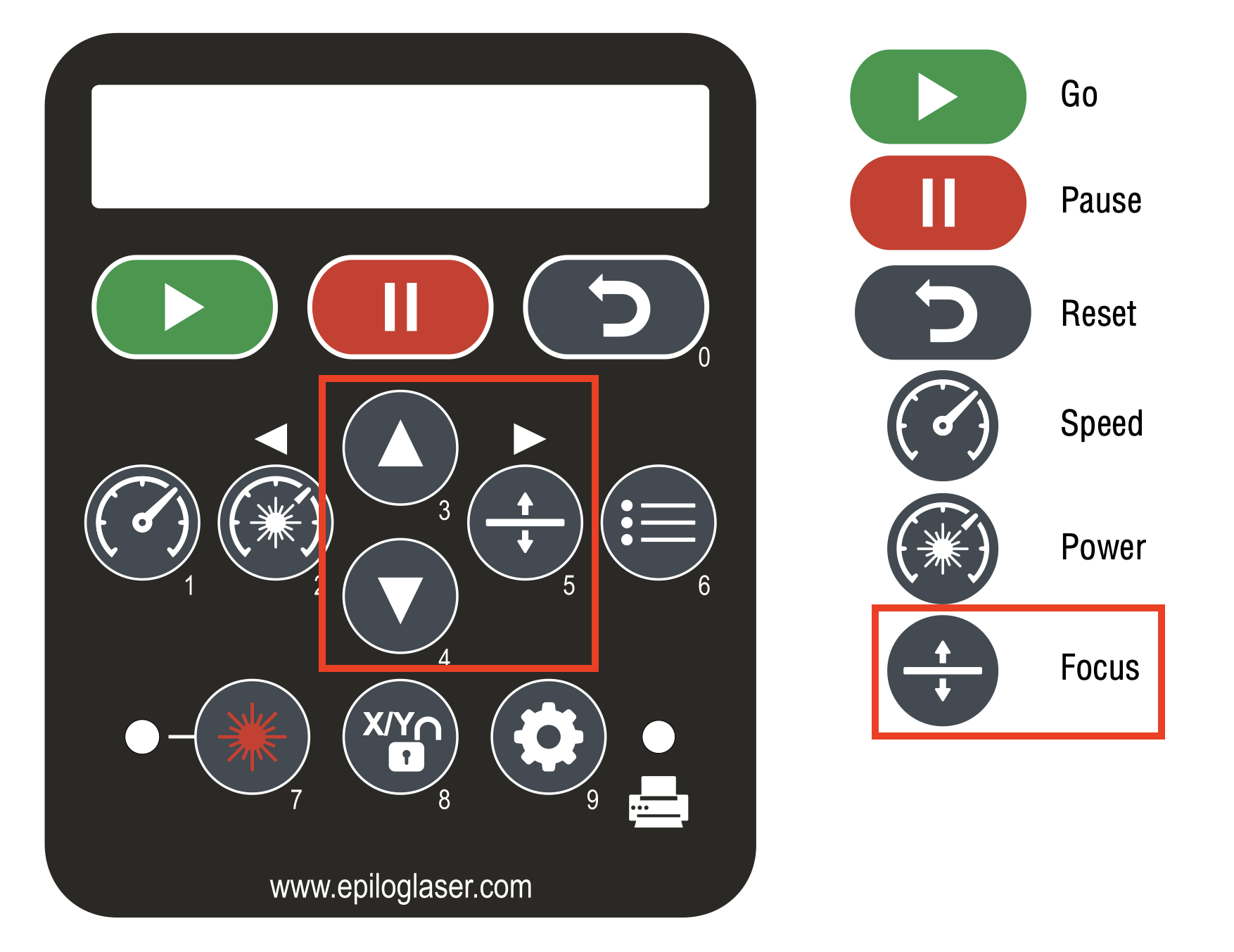
 Entsperre mit dem Button X/Y off den Schlitten und den Laser-Kopf. Beide können dann händisch bewegt werden. Die Position des Nullpunkts wird bei eingeschaltetem Pointer als roter Punkt auf das Material projiziert.
Entsperre mit dem Button X/Y off den Schlitten und den Laser-Kopf. Beide können dann händisch bewegt werden. Die Position des Nullpunkts wird bei eingeschaltetem Pointer als roter Punkt auf das Material projiziert.
Mit dem Button Go wird der Laser-Kopf an dieser Stelle fixiert. Der Laser beginnt dann, an dieser Stelle zu arbeiten.
Fokus einstellen
Der Brennpunkt/Fokus des Laserstrahls sollte auf der Oberfläche des Materials liegen.
Nach dem Drücken des Buttons Focus kann mit den Pfeiltasten der Arbeitstisch des Lasers Auf und Ab bewegt werden.
 Der am Schlitten befestigte Fühler muss die Material-Oberfläche leicht berühren.
Der am Schlitten befestigte Fühler muss die Material-Oberfläche leicht berühren.
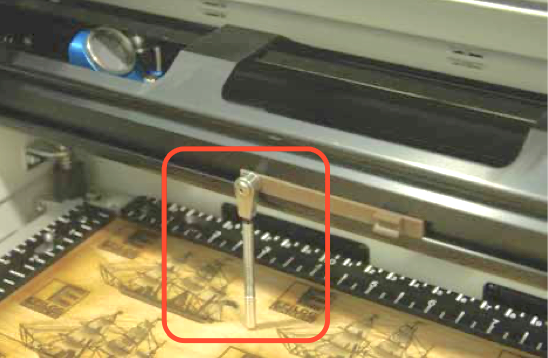
Bei dickerem Material ist es empfehlenswert, den Fokus um die halbe Materialstärke tiefer einzustellen.
Laser starten
Nach Drücken des Buttons Go beginnt der Laser zu arbeiten.

Problem-Behandlung
Job-Liste
Die an den Laser übertragenen Steuerdaten werden als einzelne Jobs gespeichert und können über den Button Job und die Pfeiltasten im Display angezeigt und ausgewählt werden.
Handbuch
Detaillierte Hinweise zur Bedienung des Lasers finden sich im vollständigen englisch-sprachigen Manual:
!!! In Büro-Container liegt eine deutsche Fassung des Manuals aus !!!
Standard-Settings
In den Standard-Settings sind Einstellungen für ca. 20 Materialien berücksichtigt:
 In der folgenden Tabelle sind die Werte für diese Settings zusammengestellt.
In der folgenden Tabelle sind die Werte für diese Settings zusammengestellt.
Download:
Laser_Settings.pdf
Ausgehend von diesen können modifizierte eigene Settings erstellt und im eigenen Benutzer-Profil gespeichert werden. Anleitung: Eigene Einstellungen speichern